Flexion de profil: méthodes efficaces et sûres

Le cintrage de conduites est réalisé dans les secteurs de la construction, des services publics, de l’énergie, du pétrole et du gaz, de l’eau et de nombreux autres domaines, avec l’installation de systèmes de conduites, la fabrication de structures de bâtiment, de produits répondant à divers besoins de la population et des ménages urbains. En général, il est impossible de tout compter, mais il est bon de savoir plier les tuyaux. D'autres méthodes peuvent être utiles dans le ménage.

Types de produits
Les produits de laminage de tubes profilés sont représentés par une série de tubes métalliques de différentes configurations en section transversale.Elles peuvent être très différentes, mais différentes de la forme ronde, non standard: ovoïde et ovale plat, rectangulaire, ayant souvent une configuration carrée à coins arrondis et même à plusieurs côtés. Le tour est utilisé étroitement - principalement pour la construction de réseaux d'approvisionnement en eau et d'égouts.





Les profils de formes carrées et rectangulaires sont plus demandés sur le marché. En raison du fait qu'il est plus facile de fixer n'importe quel matériau sur un mur plat, ils sont couramment utilisés dans la construction d'installations industrielles et domestiques. Un tel élément a une résistance accrue et constitue un raidisseur dans le bâtiment. Le profil s'adapte bien aux charges de moment (charges de flexion), raison pour laquelle ils constituent un bon choix pour une utilisation dans la construction de la charpente métallique de bâtiments de toutes sortes.




Les produits sont fabriqués dans une large gamme de tailles, en fonction du type de métal: par exemple, le cuivre se trouve dans une série de profilés à parois épaisses et de grande section, contrairement à l'aluminium. Les meubles sont fabriqués à partir de produits en acier inoxydable à parois minces.Le matériau de fabrication devient souvent un acier fortement ou faiblement allié. Les tubes carrés se distinguent les uns des autres dans le procédé de fabrication: ils sont soudés électro-soudés, laminés à froid et laminés à chaud. Une des particularités du soudage est la présence d'un milieu sous gaz inerte, mais il existe un autre moyen - le soudage par induction.



Caractéristiques spéciales
Les produits fabriqués à partir d'un tube profilé n'ont pas beaucoup de poids. Il est donc possible de créer facilement et rapidement des structures cintrées non lourdes. Il est indispensable pour la construction de diverses serres et de serres à faible coût.




La construction à l'aide de charpentes métalliques est importante non seulement pour les résidents d'été et les jardiniers. Souvent, les citadins ont besoin d'utiliser de tels matériaux de construction s'ils souhaitent aménager un territoire privé adjacent à la maison. Par exemple, installer rapidement et à moindre coût un belvédère, une terrasse couverte ou un auvent en polycarbonate - cela est assez courant dans les villes modernes.




Profileprokat est également utilisé dans la construction d'escaliers et de balustrades. Il arrive souvent que la configuration standard ne convient pas à un certain type de conception,Ici, il est nécessaire de se plier avec l'utilisation d'un équipement spécial ou de quelques astuces. À propos de cela un peu plus tard.




Les tuyaux fabriqués en production ont certains paramètres géométriques spécifiés, qui ont par la suite une incidence sur les caractéristiques du plastique. L'épaisseur de la paroi et la surface transversale affectent un paramètre tel que le rayon de courbure minimal. Il indique la valeur d'arrondi, à laquelle aucun dommage mécanique ne se produira.
La déformation des produits en acier n’est pas aussi simple que cela puisse paraître à première vue. Cela nécessite un certain ensemble de connaissances, la capacité de choisir la technologie et l'équipement appropriés. Donner seulement l’apparence requise n’est pas l’essentiel de notre travail; il faut donc préserver des paramètres importants: l’épaisseur de la paroi, conserver des dimensions linéaires et ne pas perturber les capacités opérationnelles. Les charges suivantes agissent sur la pièce à la suite de l'application d'une force: sur la section interne - force de compression, sur la force externe (externe) - de traction. En percevant leur action, l'élément est déformé et reçoit une courbure totale ou partielle.
Mais en raison des particularités des détails, nous devons faire face à certains problèmes.
- Perte d'alignement due au changement de forme. Cela signifie que les segments tubulaires peuvent se trouver dans des plans différents, ce qui est inacceptable. Les experts la raison de ce phénomène émettent le mauvais choix de la méthode de flexion.
- La rupture du mur extérieur. Lors de l’étirement des éclats de métal, si la charge dépasse la limite qu’elle peut supporter.
- En raison de la contraction inégale de la paroi interne, des plis ressemblant à une ondulation se forment sur celle-ci.

Retour à la forme précédente d'alliages faiblement alliés et de carbone ayant un coefficient d'élasticité élevé. Après flexion, de nombreux éléments semblent «élastiques» et le produit après un tel phénomène doit être réajusté aux dimensions souhaitées, ce qui peut compliquer le travail. Pour éliminer les problèmes indésirables et les travaux supplémentaires, il est nécessaire de déterminer la valeur du moment de résistance plastique du matériau et, en tenant compte de ce paramètre, effectuer la procédure de pliage. Il est à noter que plus l'angle est petit, plus la conséquence élastique est faible.

Des outils
Portable ProfileBibs
Il est très pratique de se plier immédiatement sur le site d'installation. Pour atteindre cet objectif, il est plus rationnel d'utiliser une cintreuse à pipe portable.

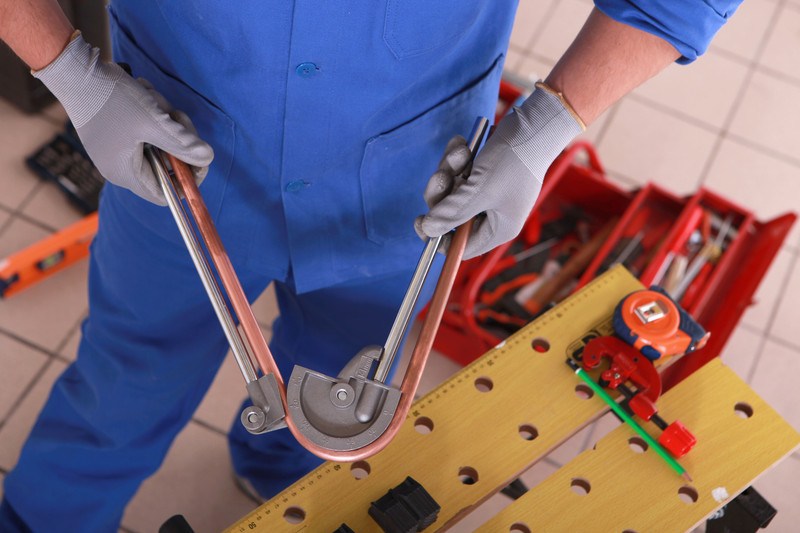
Levier ProfileBibs
Lors de l'utilisation de ce dispositif, la flexion du profilé se fait exclusivement par la force mécanique d'une personne. Cela devient possible grâce à la présence d'un effet de levier sur l'application d'une force de magnitude considérable. Les pièces en plastique et en acier inoxydable, dont la section ne dépasse pas deux centimètres, peuvent se plier à 180 degrés.
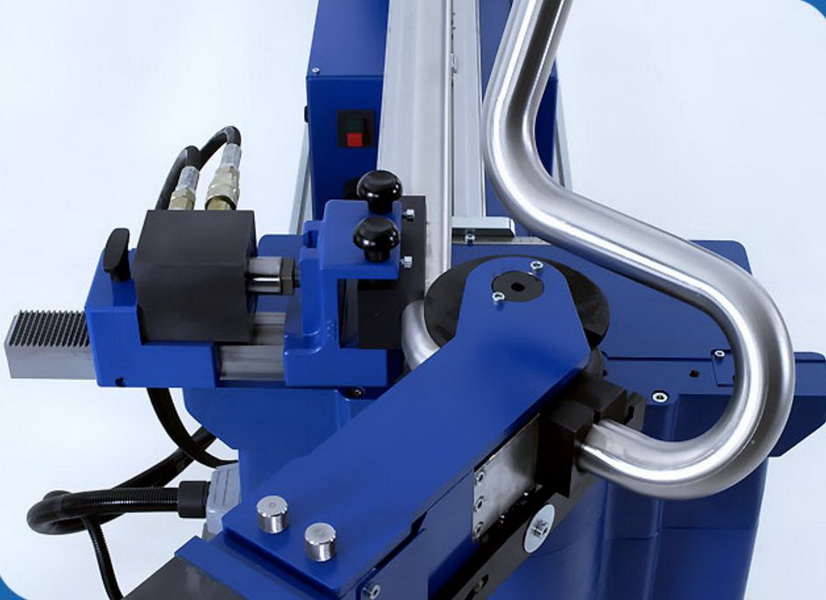
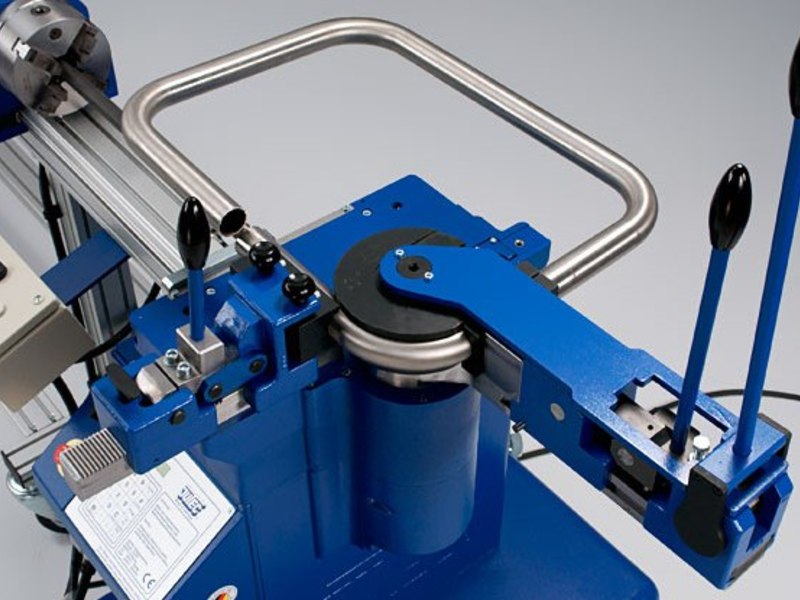
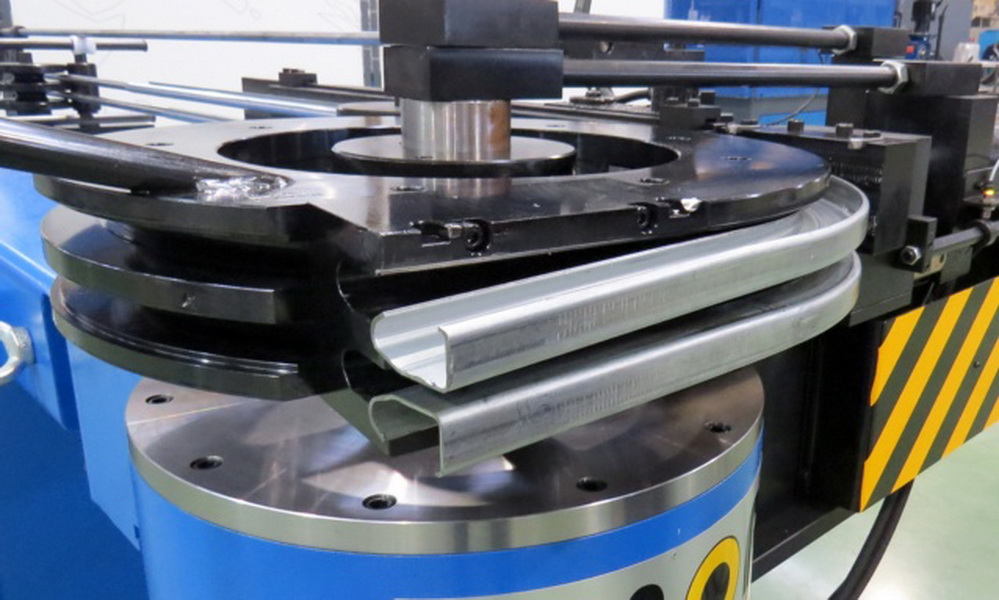
Machines à cintrer les tuyaux
Un tel outil se compose des parties suivantes:
- élément de flexion;
- un chopik mobile connecté à un sabot de cintrage;
- Deux pièces d’appui en rotation autour de leurs propres axes, sur lesquelles la pièce pliée est placée.

L'appareil peut être à configuration mécanique (à vis), hydraulique à commande manuelle ou à entraînement électrique. De tels dispositifs facilement portables plient facilement un angle de 90 degrés à des produits métalliques en matière plastique d’une section pouvant atteindre 100 mm.
Hydraulique
En production et à usage domestique, les appareils hydrauliques à exposition manuelle ou mécanique sont plus courants.
Nous listons leurs avantages:
- Grands volumes pouvant être réalisés par rapport à un profil mécanique.
- Une opportunité de choisir la cintreuse verticale ou horizontale en fonction des conditions d’espace de travail et de la commodité du travail.
- Facilité de remplacement des poinçons (pièces de rechange pour spécifier l'angle).
- L'existence de dispositifs qui plient simultanément plusieurs installations simultanément, ce qui réduit considérablement le temps passé.
- L'élimination des difficultés dans le travail même pour les débutants.
- La présence d'un tuyau de protection contre le glissement et de dispositifs avertissant des blessures.
- La simplicité de l'auto-réparation à la maison.

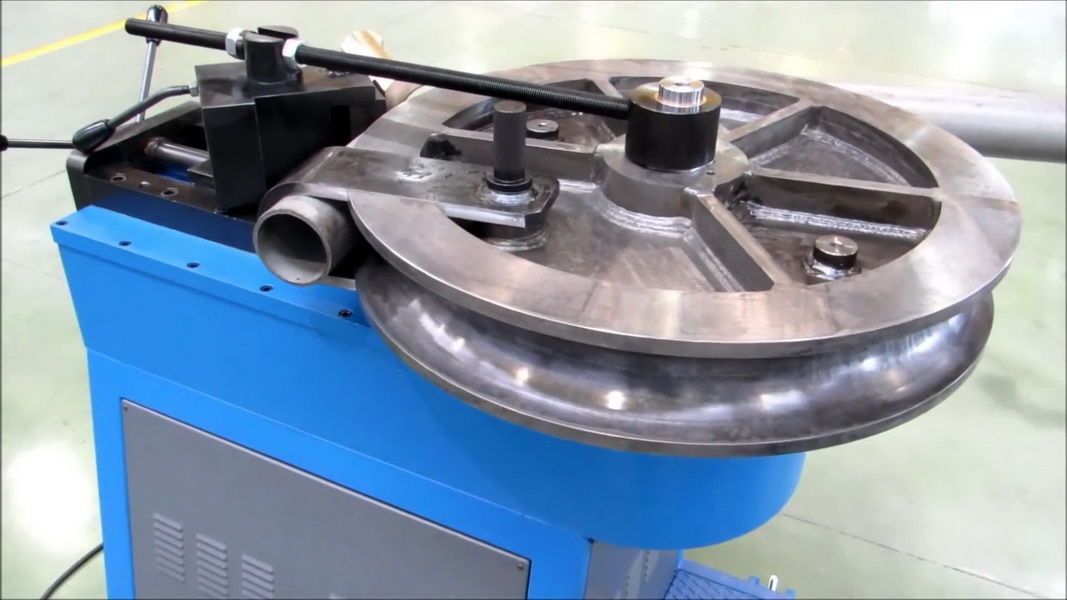
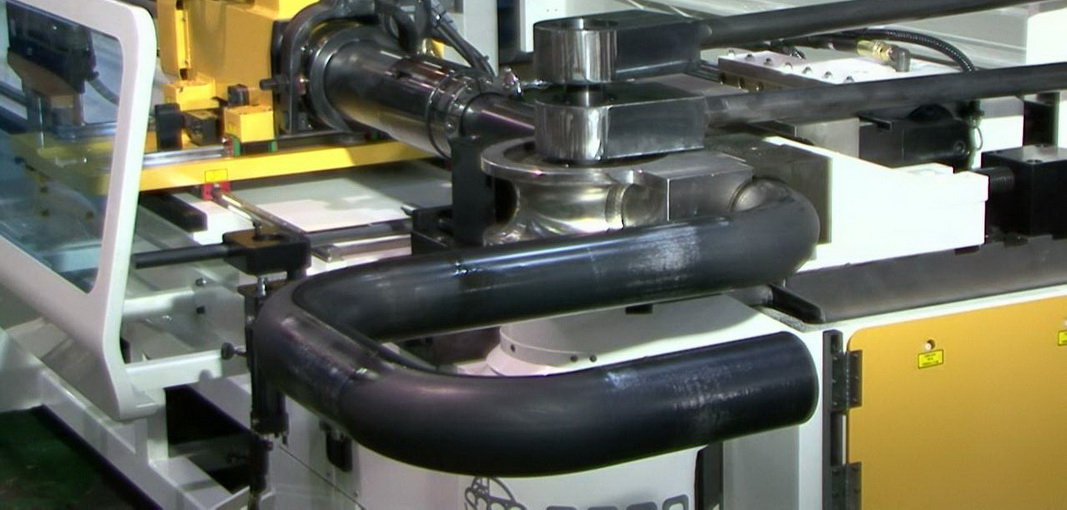
Cintreuses électriques
Ils courbent le matériel, placé sur les composants de courbure, qu'il est possible de changer en fonction du rayon. Sur ces appareils, il y a un mandrin pivotant, avec lequel ils changent le produit. En l'absence d'alimentation électrique, l'appareil fonctionne à partir d'une batterie interne.
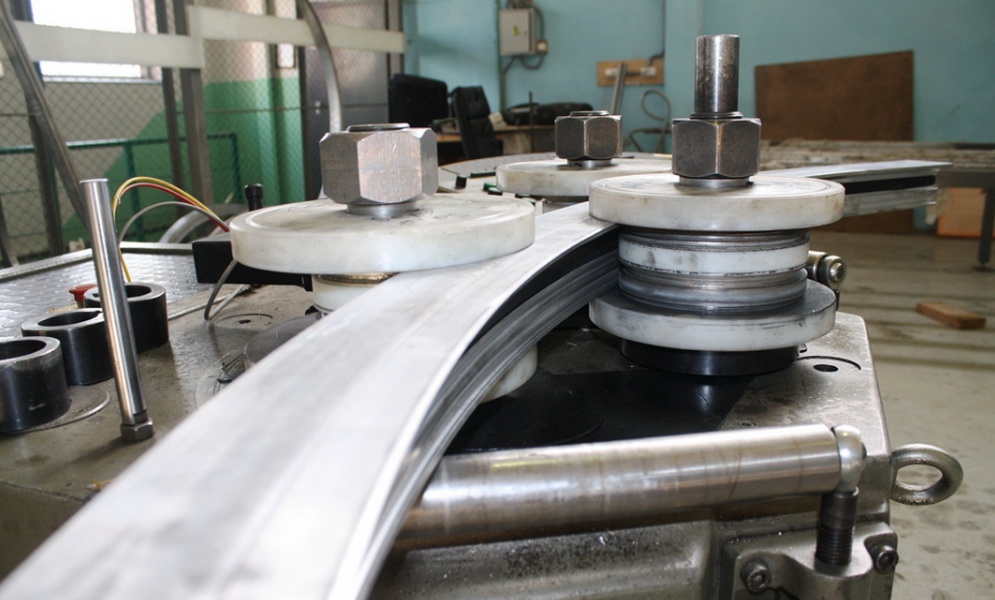
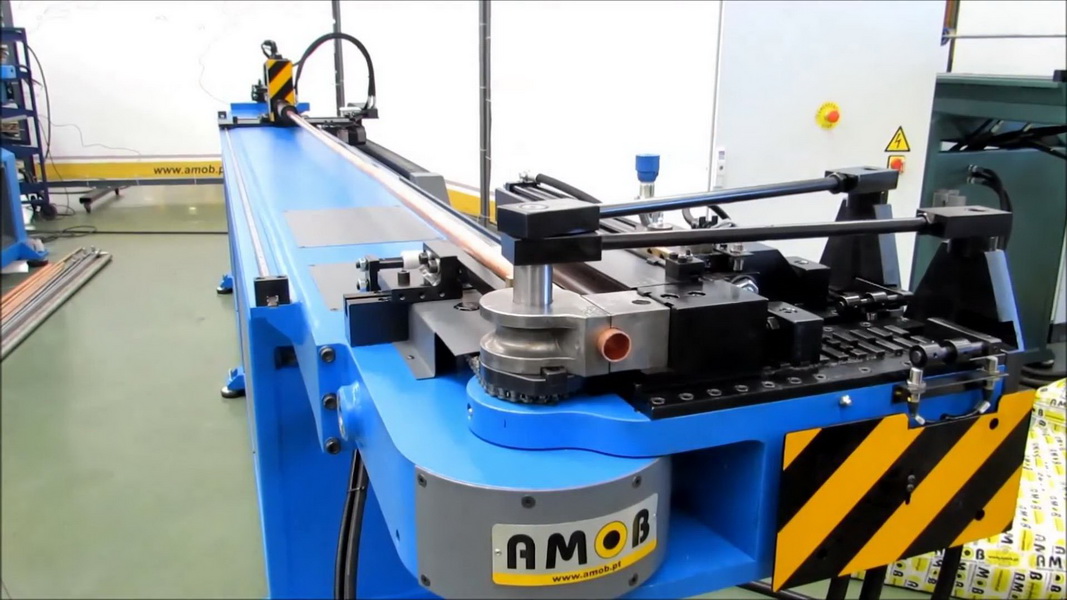
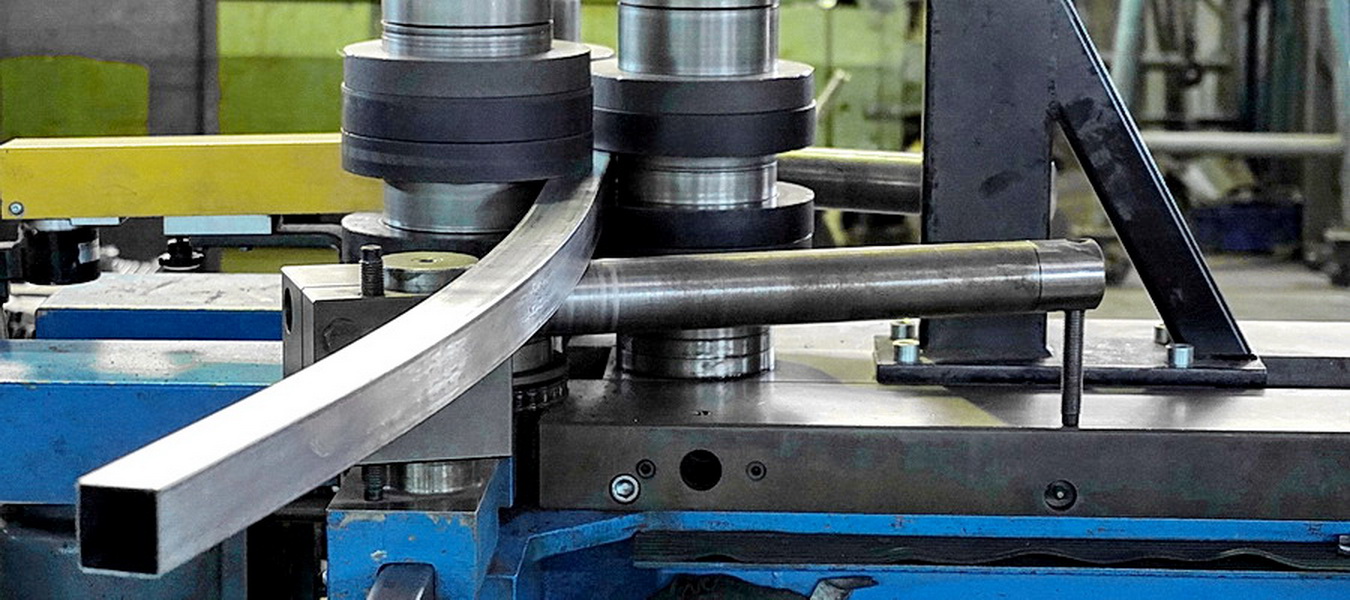
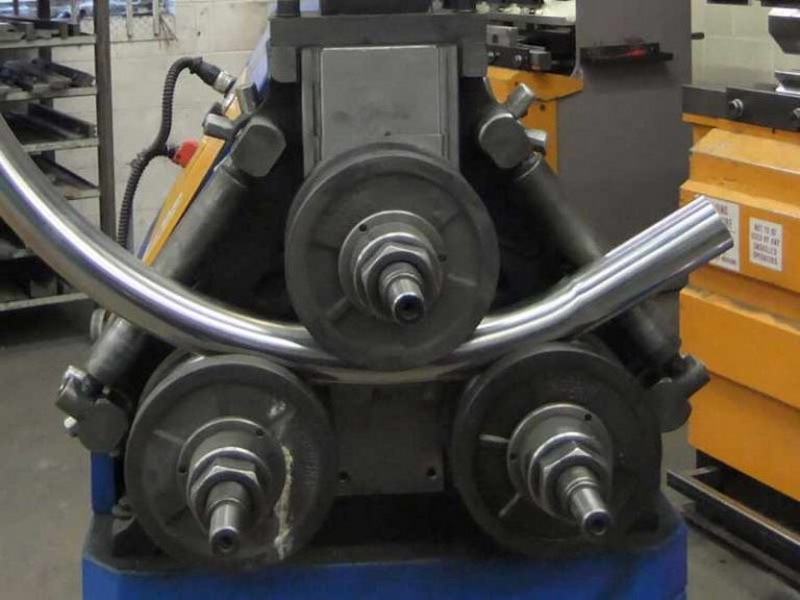
Flexion de la machine
Lorsque la méthode à froid, appelée laminage, utilisez un broyeur à cylindres standard, à trois roulements (à rouleaux). La forme et le rayon du coude à la sortie dépendent du choix et de l’installation de la forme et de la taille requises. Cette machine est capable de plier des pièces de n’importe quel matériau et de n'importe quelle configuration - elle s’adapte non seulement aux formes carrées, mais aussi aux sections triangulaires et plus compliquées. À l'aide d'un tel équipement, il est possible de déformer la pièce de longueur maximale, ce qui est très important, ainsi que d'obtenir un produit plié à 360 degrés (en anneau). La méthode de laminage est définie comme le type de déformation le plus courant. L'équipement appartient donc à l'universel.
En outre, la machine vous permet de définir un angle spécifique, ce qui augmente la précision lors de l'installation. L'angle peut être contrôlé manuellement ou sur des machines CNC (avec contrôle information-numérique) réglées numériquement avec le contrôle de processus ultérieur. Sur de telles machines, la production de porte-serviettes chauffants dans chaque maison est réalisée. Dans la fabrication de tuyaux pour planchers chauffants doivent également entrer en contact avec l'équipement de la machine.Elle produit à grande échelle des composants pour des escaliers en colimaçon, des porches, diverses formes de clôtures et des éléments décoratifs servant simplement à décorer l’intérieur.
Les avantages de tels dispositifs sont les possibilités suivantes.
- La possibilité d’éviter les imprécisions lorsqu’on travaille avec des détails subtils, contrairement aux appareils manuels, montrant souvent un virage serré au lieu d’une ligne courbe douce dans le contour.
- Précision Le critère obligatoire dans une construction sérieuse est cet élément. Encore une fois, aucun autre type de mécanisme et de méthode conçus pour ces types de travail ne sont comparés aux machines professionnelles. Dans la fabrication de la vente est également impossible de se passer de cet avantage.
- Atteindre à grande vitesse pour obtenir le produit fini. Après tout, la vitesse moyenne de flexion du profil est de 0,2 à 0,3 m / s.
- Autonomie La capacité de l’équipement à fonctionner sans participation humaine dans notre siècle n’est plus une innovation, mais seulement une utilité, mais quelque part c’est un ajout essentiel à d’autres caractéristiques.
- Le potentiel de gros volumes.

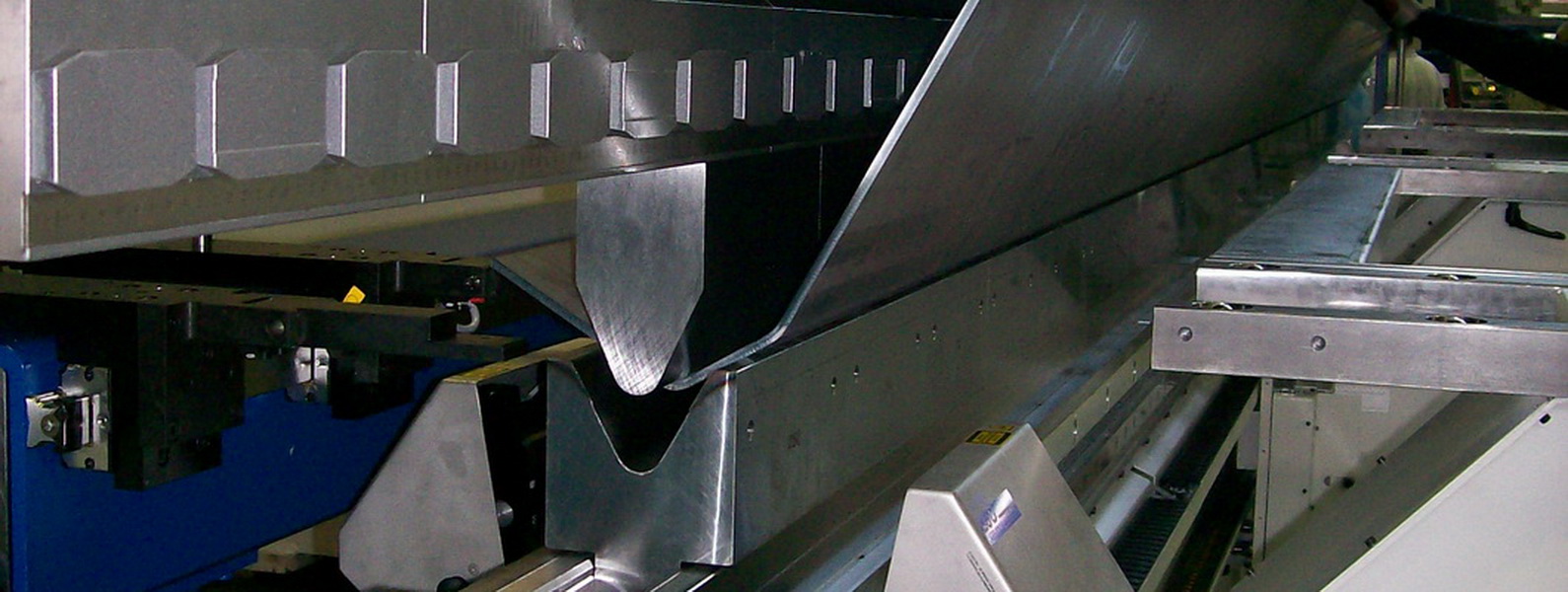
Il existe des unités de cintrage de profil fixes alimentées par le secteur 380 V; elles ne conviennent donc pas à un usage personnel. Afin de ne pas faire un achat erroné, vous devez étudier attentivement les caractéristiques du produit. L’installation en Rollforming est une chose très efficace, mais aussi coûteuse. De plus, l'utilisation d'un tel équipement n'est possible que dans l'usine.
Souvent, pour obtenir une pièce de meilleure qualité, le pliage du mandrin est utilisé, ce qui est réalisable lorsque vous travaillez avec pratiquement n'importe quel appareil. A propos d'elle dans l'ordre. Dorn est une pièce rigide ou flexible, placée à l’intérieur du segment pliable à la place de la flexion ultérieure. Après avoir changé la forme du produit, il s'avère lisse, sans plis ni autres défauts. Une telle série d'avantages de la méthodologie est suivie d'une réduction significative du taux de rejet à la sortie des produits.
Les moyens
Il existe deux méthodes de flexion radiale du profilé: froid et chaud (avec préchauffage). En plus de la séparation des méthodes par type de température, il y a beaucoup plus de types liés à la mécanisation et aux équipements utilisés, par exemple, le pliage:
- courir dans;
- enroulement;
- traînant;
- méthode de roulement à trois rouleaux;
- en utilisant deux supports;
- méthode d'étirement;
- utilisant la pression hydrostatique interne;
- percer la matrice avec un axe incurvé;
- par des copieurs.
Le choix dépend de l'option chaude ou froide.
Avec une performance à froid, cela peut être accompli avec plusieurs options.
- rodage (diamètre jusqu'à 70 mm; exigences minimales pour la rondeur de la section au coude);
- enroulement (diamètre jusqu'à 20 mm);
- glisser (pour les parois minces);
- avec deux supports (diamètre jusqu'à 300 mm).
La méthode à froid convient à un petit diamètre et la méthode à froid ne permet pas de courber le produit, par exemple à un angle de 45 degrés. Le chauffage améliore les propriétés de déformation du métal et, grâce à l'augmentation de la ductilité, il devient plus facile de travailler. Le préchauffage ne cause pas de problèmes de mariage sous forme de fissures, de dommages résiduels, d’ondulations et d’autres conséquences. Dans les grandes industries, le chauffage est produit par les courants haute fréquence (HDTV). En présence d’une petite section, il est possible d’utiliser des outils portatifs à main. Pour une grande section, une telle alternative n’est pas applicable, dans ce cas, un équipement mécanisé est utilisé.
En plus de ces nuances, il convient de rappeler le phénomène des conséquences élastiques.Cela signifie la possibilité de ramener partiellement la pièce après déformation à sa forme initiale. La valeur dépend du type de matériau et des dimensions du profilé, de la méthode de température et du type de travail, manuellement ou à l'aide d'un équipement spécial.
Outre les techniques ci-dessus, à la maison, vous pouvez effectuer le processus en utilisant un équipement facile à créer vous-même. Selon les caractéristiques initiales et le circuit souhaité, il existe suffisamment d'options pour économiser sur des équipements coûteux. Ci-dessous quelques exemples.
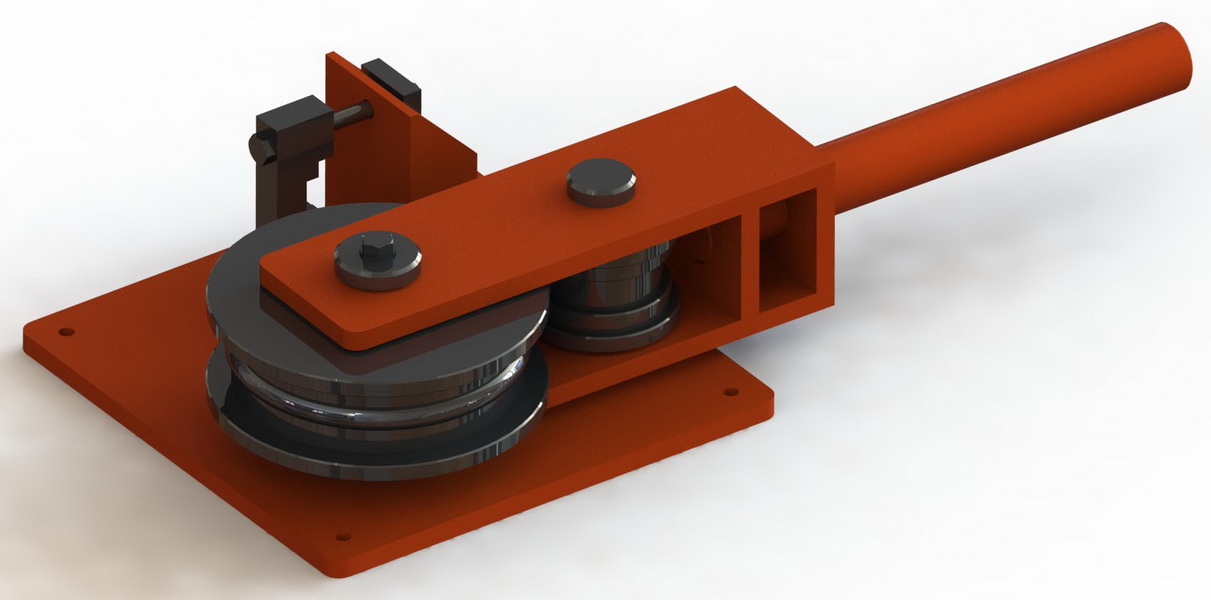
Mécanisme à rouleaux fait maison
Ceci est la version la plus proche du profilegib original. Pour le créer, vous devrez acheter 2 à 4 vidéos. Il convient de noter que leur largeur doit dépasser légèrement la largeur du produit lui-même. Pour obtenir le résultat souhaité, vous devez le fixer horizontalement afin que les rouleaux puissent tourner librement. Ils doivent être suffisamment éloignés les uns des autres pour ne pas gêner le passage du tuyau dans le système sans obstacles.

Cet assistant de bricolage vous permettra de plier le produit autour de la circonférence.S'il est nécessaire d'atteindre un certain angle, le système doit comporter trois cylindres en rotation. Alors que l'un d'entre eux est souhaitable de laisser réglable. L'élément de renforcement est placé entre les rouleaux et la personne, contrôlant le processus, commence le défilement.
Utilisation de la "meuleuse" et de la machine à souder
Si la construction d'un tel mécanisme est impossible pour des raisons financières, de temps, de compétences ou pour d'autres raisons, il existe des variations plus compréhensibles. Mais l'application de la méthode de soudage prend beaucoup de temps et demande beaucoup de travail.
La séquence des travaux est la suivante.
- Tout d'abord, il est recommandé de calculer le montant admissible et de déterminer vous-même le rayon de courbure requis.
- Appliquer le long des marques transversales du produit, qui seront ensuite coupées pour une connexion ultérieure. Plus la transition dans la partie pliée est lisse, plus il est souvent nécessaire de faire des marques.
- Faites des coupes de trois côtés sélectionnés (bords) sur les marques dessinées. Le quatrième côté ne doit pas être touché.
- Après la coupe, pliez le produit à la courbure souhaitée. pour améliorer la précision, vous pouvez créer une pièce.Par exemple, préparez une pièce en bois avec le coude souhaité. Attachez le côté non scié du rouleau au bord incurvé du gabarit, fixez-le, puis pliez le champ pour qu'il corresponde à la flexion du gabarit.
- Souder les scies avec soin et fiabilité.
- Souder les zones avec soin, de sorte que la surface de la pièce devienne lisse, sans coutures saillantes.


Avec une grande surface de coupe, cette méthode, en l’absence d’autres méthodes, conviendra comme jamais auparavant. Mais cette méthode est applicable à des travaux individuels, elle ne devrait donc pas s’appliquer à ceux qui doivent déformer un grand nombre d’éléments. Dans ce cas, il peut être plus rationnel de penser à la création d’une plieuse à rouleau.

Printemps pour plier
Tous les maîtres connaissent cette méthode. Son essence consiste en ce qui suit: un ressort spécial de section carrée en fil d'acier est placé à l'intérieur du tuyau à l'endroit où il est nécessaire d'obtenir un coude. Le ressort servira de mandrin, sa section devrait être inférieure de 1 à 2 millimètres à la section intérieure. À l'aide d'un chalumeau, on chauffe l'emplacement du pli supplémentaire, on l'applique à la découpe avec un rayon de pliage approprié et, en exerçant une force, on n'appuie pas brusquement jusqu'à ce que la courbure souhaitée soit obtenue.Cette méthode est assez simple, mais si vous l’utilisez pendant le travail, il est recommandé de respecter scrupuleusement les mesures de sécurité: travaillez avec des gants spéciaux et utilisez une pince.
Pourboires
À propos des subtilités de la méthode à chaud
Pour réussir à plier le tuyau à chaud, vous devez utiliser un enduit composé de sable. L'option idéale est le sable à grain moyen - bâtiment ou rivière. S'il n'est pas possible d'utiliser uniquement cela, en dernier recours, le matériau du bac à sable pour enfants, mais préalablement nettoyé du contenu inutile, conviendra également. Pour être débarrassé des impuretés indésirables, il est nécessaire de passer au crible un tamis percé de trous d’environ 2 millimètres. Après la première projection sur le tamis, il restera de gros articles - brindilles et galets. Leur présence dans la charge est extrêmement indésirable, car lorsqu’elle est chauffée, elle peut affecter le relief et former un renflement. Ensuite, vous devez tamiser la future charge une seconde fois, déjà à travers un tamis fin pour vous débarrasser du sable trop fin. Après tamisage, le sable est calciné.

Le tuyau, à l'endroit où le pliage se produira, est recuit. Avant de s’endormir, le mastic devrait prendre soin des bouchons,ce qui ne lui permettra pas de dormir suffisamment. Il est recommandé de les fabriquer en bois, de manière à ce qu’ils s’adaptent parfaitement aux murs. Dans l'un des bouchons, il est nécessaire de faire des rainures à travers lesquelles l'air chaud doit sortir. Ces ouvertures sont situées de chaque côté, c’est-à-dire qu’il devrait y avoir quatre sections carrées. Après avoir installé le bouchon sans trous à travers l’entonnoir, vous pouvez commencer à remplir le matériau de remplissage. Dans le même temps, il faut frapper périodiquement une partie pour sceller le sable. Après avoir fixé le second bouchon, vous pouvez marquer le coude, fixer la pièce et obtenir un chauffage uniforme. Si la pièce est soudée, le joint doit être situé à l'extérieur du pli afin d'éviter sa divergence. La couleur du produit prêt à être plié doit être de couleur rouge cerise, puis dans le tuyau - pour pouvoir s'envoler.

Il est recommandé de plier les produits métalliques dès le premier chauffage, sinon cela pourrait entraîner une perte de résistance et une rupture de l'élément. Si, après refroidissement, les bouchons en bois sont difficiles à enlever, ils peuvent être incendiés et, après avoir brûlé, déverser le sable.
À propos des subtilités de la méthode du froid
Les subtilités de la méthode du froid:
- Sans l'utilisation d'outils spéciaux et le chauffage pendant la saison froide, le processus de pliage peut être grandement facilité. Pour cela, alternativement à la méthode du sable, de l'eau est utilisée comme charge. Après remplissage et installation des bouchons, le produit est exposé au gel pendant le temps nécessaire au gel complet du liquide. À la lumière des propriétés physiques de l'eau gelée, la flexion sera plus facile.
- Afin d’éviter les blessures des brosses et de réduire les forces appliquées, il est proposé d’utiliser un tuyau profilé de section légèrement plus coudée. Pour ce faire, un profil plus large est porté sur les bords du plus petit, augmentant ainsi la force de l'épaule.
- Il est conseillé aux maîtres de faire un essai sur une partie inutile du produit, cela donnera une idée de ses propriétés physiques et empêchera les erreurs lors des tentatives suivantes.
En résumant ce qui précède, nous pouvons tirer des conclusions sur l'efficacité de telle ou telle méthode. Il est plus opportun de faire appel à des professionnels disposant d’équipements spécialement conçus à cet effet pour obtenir un meilleur résultat et gagner du temps.Si le travail implique un pliage multiple des produits, pourquoi ne pas songer à acheter un équipement spécial et peut-être aussi fournir des services de pliage à d'autres personnes. Dans ce cas, vous pouvez rapidement payer pour l'appareil.
Alternativement, il est possible de louer un dispositif de cintrage de tuyau pour une durée spécifique. Si une telle option existe dans votre ville, vous gagnerez du temps et vous ne devrez pas payer en trop pour des services coûteux d'entreprises.
Pour plus d'informations sur la manière de plier un tuyau sans plieuse de tuyau pour un auvent, voir la vidéo suivante.



















